O que devo implantar antes: APS ou MES?

.png)
O controle da produção do chão-de-fábrica é um processo que historicamente tem importância na gestão industrial. Produtividade, repetibilidade, Taylor... Isso tudo está no sangue da gestão industrial. Os sistemas MES (Manufacturing Execution Systems) vieram para elevar a gestão das atividades de produção, integrando as informações de gestão dos softwares ERP diretamente com os recursos do chão-de-fábrica. Apesar de ter surgido oficialmente nos anos 90, foi na última década que os softwares da categoria MES se tornaram mais avaliados e difundidos na indústria brasileira, com a possibilidade de gerenciar a execução da produção e o fluxo de materiais rápida e assertivamente. Uma ótima solução para se saber o que aconteceu e o que está acontecendo na sua fábrica.
O apontamento de produção, uma das saídas de uma solução MES, é peça fundamental para a programação da fábrica, pois precisamos saber o que foi executado para não produzir novamente, ocupando a capacidade produtiva que estaria disponível para fazer outro produto. Um erro desses pode fazer com que a programação parta de uma premissa diferente da real, gerando uma série de decisões inválidas. Ou seja, ter um cenário atualizado quando formos planejar ou programar é importante.
Além desse aspecto de timing, a acuracidade também pode ser crítica se não atingir um nível mínimo ideal. Tanto para apontamentos quanto para as posições e movimentações de estoque, pois um volume registrado errado pode disparar um ponto de pedido para reposição no momento inoportuno.
Contudo, essa premissa de cenário executado atualizado muitas vezes gera dúvidas sobre a frequência, detalhamento e acuracidade que se precisa, olhando da perspectiva da programação. Esse tipo de requisito de informação pode dar a impressão de que necessitamos de um reporte em tempo real para poder programar, o que não é verdade. Nesse ponto, precisamos enxergar o nosso processo atual e o que queremos para o nosso futuro para verificar se estamos ou não adequados.
Se a sua empresa realiza a programação uma vez ao dia, às 7h30 da manhã, é neste horário diariamente que você precisa ter o cenário executado atualizado. Caso haja uma troca de turno logo antes desse horário e a liderança de produção esteja organizada para ter todos os apontamentos lançados em sistema até a troca, será possível fazer a programação tranquilamente. Se você tiver esse mesmo processo estabelecido para uma troca de turno pela tarde, você poderá já fazer uma reprogramação nesse horário também.
Sob a ótica da programação proativa, a qual tem uma frequência padronizada e um grau de maturidade inicial, porém robusto, a falta de um apontamento em tempo real tende a não gerar complicações significativas nas suas decisões.
Vejamos o exemplo abaixo, em que temos um Cenário 1 de uma programação inicial, no princípio da produção, e depois dois cenários de um próximo ciclo de programação (Cenário 2 com apontamentos via MES e Cenário 3 via ERP). Temos a premissa de que o MES permitirá uma atualização mais frequente da produção, assim como reduzirá os riscos de erros humanos por apontamentos manuais. Vamos analisar as situações sob esses dois casos.
[caption id="attachment_3695" align="aligncenter" width="725"]
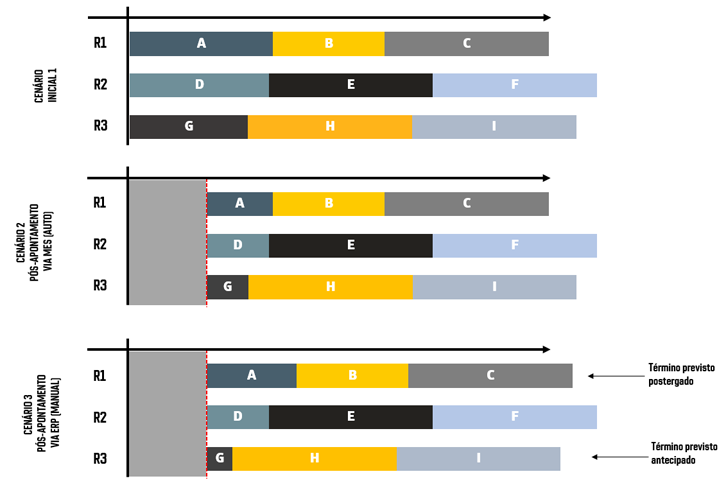
Cenários de execução e apontamentos[/caption]
Para o caso de maior demora nos apontamentos, que é a operação A em R1, no cenário 2, a informação é mais acurada e notamos que já há um apontamento a mais nesse cenário do que no cenário 3, que possui um saldo maior a produzir ainda. Porém, isto não alterou a sequência deste recurso.
No caso de apontamento errado, na operação G em R3, nota-se que no cenário 3 (via ERP) se apontou mais do que devido, gerando um saldo a produzir menor do que no cenário 2. Isso faz com que a previsão de término esteja incorreta com um gap de algumas horas. De novo, neste exemplo em específico, isso não alterou a lógica e sequência de programação.
Em resumo, a sequência e lógica são as mesmas. Se houver um ganho de setup em fazer A-B-C, nessa sequência, isso será feito mesmo se o apontamento for manual e houver alguns desvios de tempos e quantidades. É claro que se o erro ou atraso do apontamento for muito alto, a sequência irá mudar, sim. Veja alguns dos pontos que aumentam o risco de isso ocorrer:
- Tempos de ciclo e de processo muito curtos, o que gera muitos eventos de programação, aumentando muito as opções de sequência e seu dinamismo (por exemplo, uma operação de um setor gargalo ter tempos de processo médios de 15-20 minutos, o que implicará em um volume muito grande de ordens programadas em um turno);
- Volume muito alto de operações por ordem, com tempos de ciclo similares. Se a fábrica possui muitas macro-operações por ordem (por exemplo, 10 ou mais), e elas estão balanceadas, qualquer variação pequena tem um efeito dominó que pode ser significativo. Em casos de gargalos mais bem definidos, essas variações tendem a não impactar tanto a sequência em si, pois o sistema como um todo depende de algumas operações mais especificamente.
- Processos com muitas opções de recursos para executar cada operação. Com mais opções de recursos, mais possibilidades de reprogramação existem à medida que a execução foge do que foi planejado. Se um produto em determinada operação só possui, por exemplo, 2 ou 3 alternativas de máquina, esse risco diminui bastante.
- Elevada ocorrência de manutenções corretivas e paradas não programadas, o que pode reduzir significativamente a aderência da programação em comparação ao que de fato é entregue pela produção.
Ou seja, a programação proativa, aquela que tem dia e hora para ocorrer, normalmente pode ser realizada sem a presença de um sistema MES, contanto que tenhamos um apontamento manual do trabalho executado na mesma periodicidade que realizamos a programação (normalmente diária ou por turno).
Outro ponto importante a se avaliar na implantação de um sistema MES, e que consequentemente afeta a frequência de apontamentos, é a decisão sobre quais serão os pontos de coleta de dados. Muitas vezes é inviável monitorar todos os processos. Para isso, vale a pena entender que processos são mais críticos em termos de capacidade e confiabilidade, estes provavelmente são aqueles que devem ter um controle maior e merecem receber o investimento. Os demais muitas vezes recebem apontamentos pela lógica de backflush, que considera que se uma operação posterior já foi apontada, então a anterior que não tem um ponto de coleta próprio também já foi executada na prática. O mínimo ideal é posicionar estes pontos de coleta de forma que uma ordem de produção não fique mais de um turno sem receber algum apontamento em alguma etapa.
Ainda assim, mesmo com uma programação proativa estável, queremos poder realizar uma reprogramação em outro horário quando surge um imprevisto de demanda ou fornecimento, a qual podemos chamar de reativa. Esse tipo de programação é útil para resolvermos situações imprevistas, enxergando todos os impactos que uma alteração de uma Ordem de Produção pode gerar em uma fábrica como um todo. Porém, ela não deve ser frequente, especialmente se estivermos fazendo uma modificação no horizonte congelado de curto prazo, que deve ser alterado o mínimo possível, pois realizar modificações substanciais constantemente nos planos que levamos para a fábrica torna a programação “nervosa”. Usamos esse termo pois caso o programador fique trocando as prioridades de produção de hora em hora junto aos líderes do chão-de-fábrica, a confiabilidade sobre aquele plano se perderá e a confusão e erros potenciais aumentarão muito. Ou seja, é o tipo de alternativa para colocar a tarja “use com moderação”.
Um processo de programação não pode querer se instaurar com o foco principal nessa reatividade para os imprevistos de curtíssimo prazo. Normalmente quem precisa acionar demais esse tipo de (re)ação possui algum problema maior por trás que gera essa imprevisibilidade, seja um plano de manutenção falho que ocasiona muitas quebras de máquina, seja a falta de coordenação entre o Comercial e PPCP, causando mudanças de prioridades constantemente. A entrada do APS geralmente ajuda na estabilização desses processos que envolvem mais áreas, e justamente por isso começa com uma frequência menor para fazer com que todas as partes se acostumem ao novo modelo.
Mesmo com esses cuidados, à medida que se ganha maturidade, uma decisão sob demanda em um momento crítico realizada de maneira assertiva e rápida tem muito valor. Mas agora, para uma programação reativa, eu preciso possuir um MES previamente? Muitas indústrias já possuem um procedimento padrão de apontamentos (via ERP mesmo) ao término de cada unidade de movimento (palete, bobina, caixa, etc) ou ao final de cada operação de uma Ordem de Produção. Caso os tempos de ciclo dos processos que queremos monitorar não sejam muito longos, a ponto de o processamento completo de uma operação de uma ordem superar 2/3 horas, é muito provável que as reprogramações sob demanda já sejam possíveis. Você não será assertivo 100% das vezes, mas será na grande maioria (lembrando o exemplo dos 3 cenários que mostramos).
Uma solução de MES, além das suas vantagens intrínsecas de proporcionar maior controle, surge para dar mais velocidade, acuracidade e controle para todo esse processo, permitindo que possamos contar com reprogramações assertivas com uma frequência cada vez maior (se esse aumento fizer sentido e for producente). Ao mesmo tempo, isso não exclui aquele nosso processo tradicional de uma programação diária e/ou semanal, na qual você vai montar o seu plano de uma maneira mais proativa e estruturada. Dessa forma, o MES melhora a programação reativa, porém não é imprescindível para a proativa. Podemos ver abaixo um gráfico com a evolução da programação com o ganho de maturidade e a entrada de um sistema MES.
.png)
Por onde começar?
Mas então, mesmo sabendo que não precisamos de um para implantar o outro e vice-versa, por onde começo? Essa pergunta é frequente.
A resposta é fácil de obter ao entender a prioridade da empresa. Dentro de uma análise de OEE, caso o foco de produtividade esteja em performance, o MES é quem conseguirá mostrar onde você está deixando a desejar e por quê. Porém, se seu problema maior é disponibilidade, se há muito tempo de espera, setups altos e desbalanceamentos, o APS será a solução que endereçará esses problemas. Caso você tenha problemas de manutenção muito críticos, o MES pode ser um ótimo caminho para trabalhar com manutenção preditiva. Se você tem muita variação de demanda e precisa simular cenários, o APS é quem fará isso. Se você sente dores de produtividade, não sabe onde estão os problemas da sua fábrica, não tem ideia das dimensões deles e busca um diagnóstico completo, inicie pelo MES. Mas se você já sabe onde normalmente estão esses problemas e quer saber o que fazer, de forma propositiva à tomada de decisão, comece pelo APS.
Fábricas normalmente são gerenciadas por engenheiros. E engenheiros têm mania de controle, querem aquele diagnóstico na vírgula. Minha dica é atentar a esse perfeccionismo, pois vale mais uma biópsia regular com um prognóstico concreto do que uma autópsia perfeita.
Quer saber mais sobre APS e MES? Acesse nossos ebooks COMPLETOS e GRATUITOS agora mesmo!