Aderência à Programação: o seu dilema e como pode ser medida

.png)
Eliyahu M. Goldratt, um dos maiores gurus da engenharia de produção, tem uma famosa frase que diz: “Diga-me como me medes e eu te direi como me comportarei.” Assim, a aderência à programação tem um papel fundamental dentro da engenharia de produção.
Parece fácil de entender, mas, quando falamos de medição de produção industrial, a aplicação não é tão simples. Isto acontece porque existem métricas conflituantes de gestão. Hoje vamos falar de uma delas e dos seus paradoxos, com um indicador muito utilizado: a aderência à programação.
O que é a Aderência à Programação?
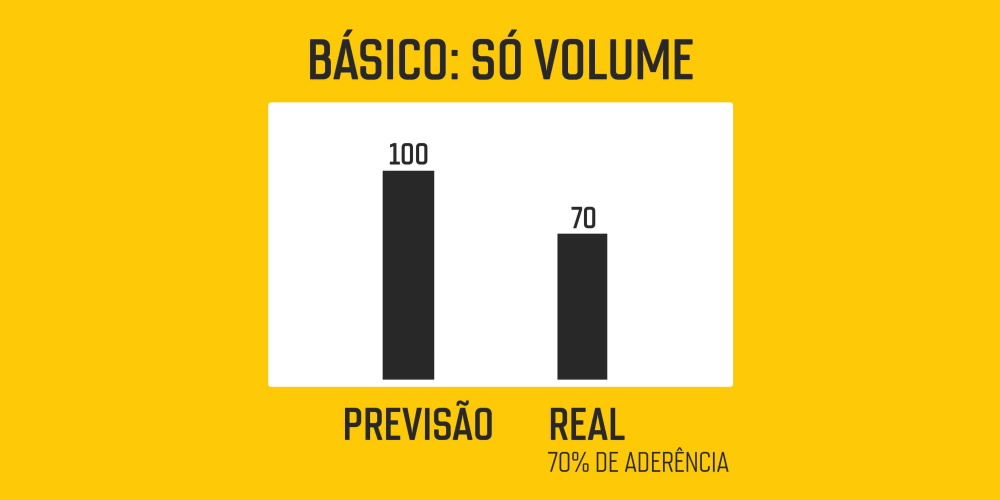
É um indicador muito útil que pode ser interpretado de várias formas, dependendo da empresa e do seu nível de refinamento. Algumas empresas medem aderência apenas comparando o volume previsto ou prometido de produção com o realizado. Esta é uma avaliação muito superficial e que não considera a efetividade do uso do que é fabricado.
Mesmo sendo um formato mais usado por indústrias que trabalham contra stock, pois o atendimento é menos sensível às variações da produção, o risco é prejudicar a saúde dos stocks e o seu giro.
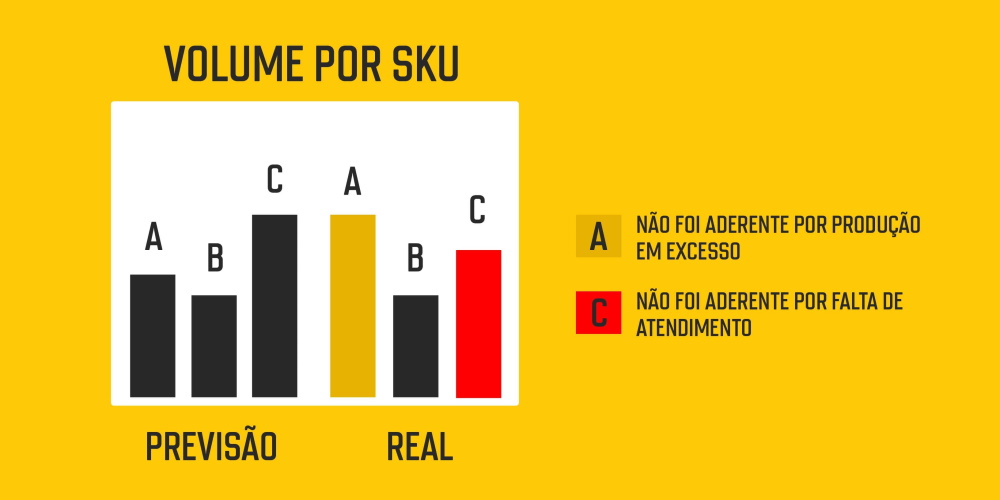
Provavelmente o uso mais corriqueiro é aquele em que se olha a relação “previsto vs realizado” por SKU. Permite entender se foi produzido o montante que havia sido programado. Esta é uma visão útil, porém muitas vezes sabotada pela forma como a área industrial é medida, normalmente por volume produzido. Isto ocorre pois, muitas vezes, o que foi programado não é o que gera mais volume, porque é mais difícil ou demorado de ser produzido.
Caso uma empresa bonifique os seus funcionários por uma produção em volume, itens mais difíceis — mas que às vezes podem ter uma margem maior ou são mais estratégicos que os demais — podem “sofrer o pénalti”. O operador vai ser incentivado a não seguir a lógica do FIFO (first in, first out) ou LIFO (last in, first out), mas sim a do MIIFO (most interesting in, first out). Eis que vem o espírito de Goldratt para nos alertar!
Porém, não adianta pivotar a avaliação para ver puramente a aderência e cobrar da produção um mix de volume de produtos que ela não consegue atender. Esse é, realmente, um KPI mais difícil de ser assertivo.
Comparar volumes acaba sendo mais simples, facilmente replicável empiricamente. Por isso, é natural que seja uma das formas mais difundidas de avaliação para remuneração variável. Temos de ter confiança no modelo quando é para mexer no bolso das pessoas.
É justamente para trazer essa maturidade ao indicador de aderência que existem as soluções APS. Através delas, podem criar-se planos viáveis e fiáveis. Não só devido às regras avançadas e algoritmos que são utilizados, mas pelo facto de serem habitualmente construídas em conjunto com o apoio da produção, que conhece as restrições da fábrica.
Assim, o indicador ganha um novo significado e importância, podendo realmente tornar-se o meio de controlo mais eficaz entre o PPCP e a área Industrial. Uma frequência diária ou por turno de aderência é a ideal para ser mais assertivo, apesar de se poder iniciar com um controlo semanal.
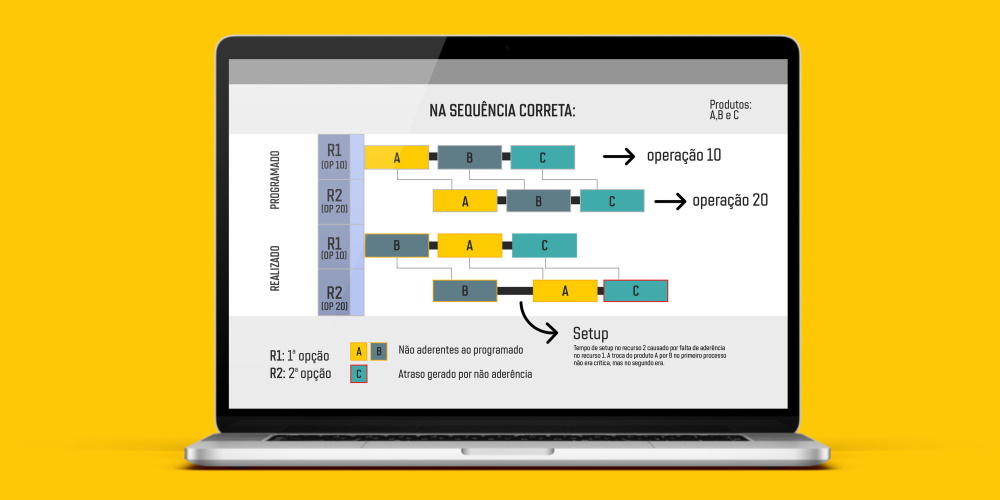
Ainda há oportunidades de ganhar requinte e robustez com este indicador ao perguntar: “Fez no volume de cada item corretamente, porém, na sequência correta? E na máquina correta?”. Este aprofundamento da medição pode ser muito útil para quem tem muitas operações para transformar um produto e, em função disso, uma mudança de sequência pode gerar impactos muito negativos para os processos posteriores que contavam com a sequência programada dos seus antecessores.
A programação em recursos distintos também pode alterar não só a eficiência — que pode ser diferente entre máquinas — mas também o custo do produto, se o mesmo for calculado considerando o recurso efetivamente utilizado para a fabricação e isto for confrontado com o custo planeado para este item.
São diversas formas de se debruçar na avaliação do “previsto vs realizado” a partir do momento que o “previsto” é mais assertivo. E a consequência é uma gestão que não olha apenas para volume e maximização de uso de ativos, mas tem uma visão holística da empresa, equilibrando a eficiência com o nível de serviço, considerando as interdependências entre processos, prioridades estratégicas da empresa, e assim criando o incentivo correto.
Quer explorar mais sobre este assunto? Assista aos episódios do Ciborgues da Indústria em que conversamos com o Ricardo Lauri do Grupo Lunelli sobre o tema, e a conversa com o Ariel Possebon da Produttare em que falamos também de Teoria das Restrições.
Como a NEO pode ajudar a sua indústria?
A NEO Digital Industries é Siemens Smart Expert Partner e oferece soluções com análise de negócio e implementação dos softwares APS. Criámos um novo conceito que valoriza a vanguarda tecnológica e a excelência técnica, acreditando ao mesmo tempo na sensibilidade humana, no trabalho criativo e no relacionamento personalizado e comprometido.
Entre em contacto pelo formulário abaixo ou pelo nosso WhatsApp para saber mais sobre as nossas soluções e marcar uma análise personalizada para as necessidades do seu negócio.